What is PWHT?
Post-weld heat treatment (PWHT) is any heat treatment applied after machining or welding to improve the mechanical and chemical qualities of the machined surfaces or weldment. Welding creates residual strains in a structure, causing long-term deformities. Furthermore, the amplitude of stress increases in more complicated or large parts/structures.
During the welding process, hardening happens to varying degrees depending on the carbon content of the metals, particularly in the heat-affected zone near the weld metal deposit. As a result of solidification and melting, the residual stresses in the structure increase significantly and approach the yield strength of the base material.
PWHT is typically utilized to reduce residual stresses and increase resistance to brittle fracture. In addition, PWHT can increase material strength while decreasing hardness. The two most prevalent PWHT procedures are stress relief and post-heating. The primary drivers of the demand for PWHT are application and code requirements, as well as the service environment.
After heating
Postheating is used to reduce the likelihood of hydrogen-induced cracking (HIC). HIC usually happens when the weldment has a sensitive microstructure, a high level of stress, and/or a sufficient amount of hydrogen.
Hydrogen embrittlement in ferritic steels occurs at temperatures close to room temperature. Cracking in such vulnerable microstructures can be avoided by diffusing hydrogen from the welded region soon after welding, before the steel cools to ambient temperature.
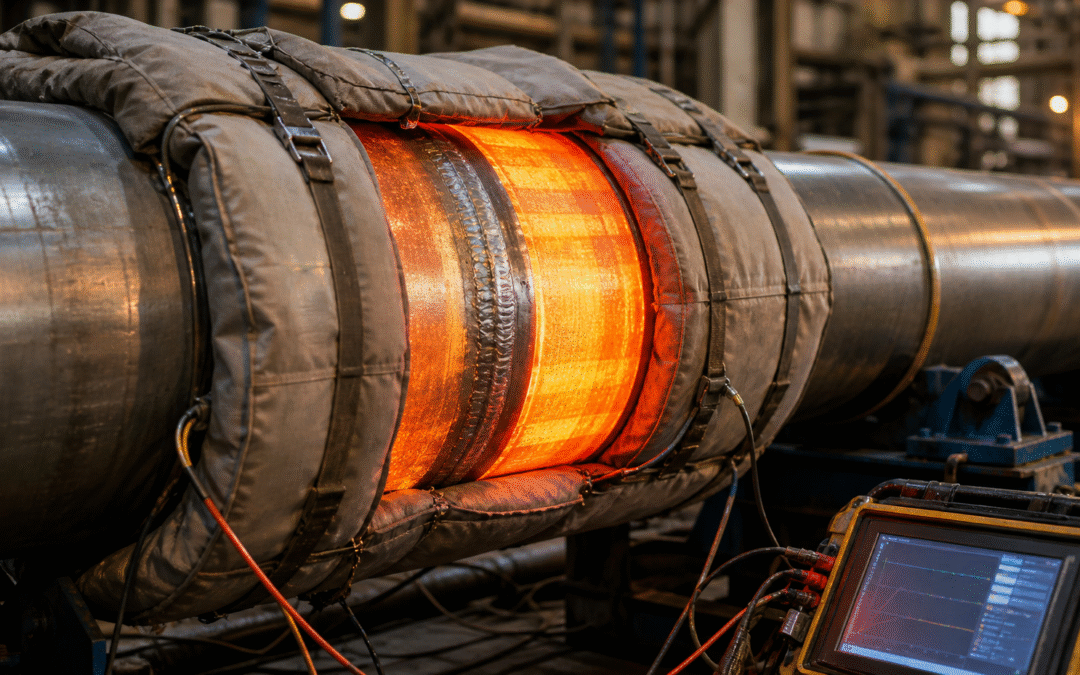
The steel must be heated from the interpass temperature to the post-heat temperature and then kept there for a certain time. Typically, the post-heating temperature is set to 230oC for one hour per inch of thickness.
The American Society of Mechanical Engineers (ASME) Section III and the National Board Inspection Code (NBIC) both include requirements for post-heating.
Furthermore, post-heating is frequently required for essential repairs, such as those specified in the fracture control plan (FCP) for nonredundant members of the American Association of State Highway and Transportation Officials/American Welding Society (AASHTO/AWS) D1.5 bridge welding code. Post-heating is not necessary when the sources of hydrogen cracking are absent.
Stress Relieving
Stress release heat treatment is used to alleviate strains that have become locked in a welded structure as a result of manufacturing operations. The residual stresses are eased by heating a structure evenly to a suitably high temperature, then submitting it to thermal retardation for a specified duration based on material thickness, and finally uniformly cooling the structure.
However, the heating temperature must fall within the lower transformation temperature range. For example, carbon steels are frequently heated at 600 to 675 °C for one hour per inch. Thus, stress relief heat treatment lowers the likelihood of cracking in weldments by decreasing hardness and improving ductility. Other significant advantages of stress-relieving PWHT include improved metallurgical structure and reduced thermal stresses.
Importance of PWHT
In a study published in the journal Procedia Engineering, researchers evaluated the effect of PWHT parameters, such as holding time and holding temperature, on the relaxation of welding residual stresses in electron beam welded P91 steel plates to optimise the process.
A computational thermo-elastic-plastic model was created to mimic plate welding, while the PWHT was applied using the Norton creep law and residual stresses were calculated after relaxing. The holding temperature was maintained at 770°C while the holding period was changed to determine the influence of holding time on residual stress relaxation.
Similarly, the holding time was kept constant at 1.5 hours to assess residual stress relaxation at holding temperatures of 550oC, 650oC, and 770oC. The data revealed that the holding period was only relevant for up to two hours, and there was no meaningful decrease in residual stress after that time.
On the contrary, as the holding temperature increased, so did the relaxation of residual stresses, demonstrating that the holding temperature had a greater influence on residual stress relaxation than holding duration. However, the maximum holding temperature for PWHT is 770oC, as the holding temperature must be lower than the Austenite start temperature.
The disadvantages of PWHT
Loss of Strength
Excessive holding periods or temperatures for stress relief PWHT can impair the material’s strength. Furthermore, tempering procedures can diminish the strength of both quenched and tempered materials. Thus, temperature and time must be carefully regulated to prevent strength loss.
Collapse or Distortion
Stress relief or tempering temperatures considerably reduce the strength of the material. As a result, if a structural component is loaded during the PWHT cycle, it may buckle or distort, causing substantial and costly damage. As a result, any structures that are exposed to high temperatures during PWHT must be properly supported to avoid distortion.
Recent Studies on PWHT.
In a recent study published in the Journal of Manufacturing Process, researchers looked at how heat treatment modifications during PWHT affected the mechanical characteristics and microstructure of dissimilar Super304H and T91 welds.
To manufacture the dissimilar metal welds, tungsten inert gas welding was used, with ERNiCr-3 filler. Then, two PWHTs were performed: post-weld direct tempering (PWDT) and post-weld normalization and tempering (PWNT). PWDT was carried out for one hour at 760°C, whereas PWNT was carried out for 30 minutes at 1050°C before being tempered for one hour at 760 degrees.
The results showed a more homogeneous microstructure following PWNT compared to PWDT. Furthermore, PWDT heat treatment resulted in coarse chromium carbides at grain boundaries, showing sensitization on the Super304H side, but PWNT heat treatment resulted in tiny chromium carbides, indicating a delay in the sensitization process.
The fine-grained heat-affected zone’s susceptibility to type IV cracking was discovered and eradicated using the PWNT treatment on the T91 side. Furthermore, the enhanced microstructure after PWNT treatment compared to PWDT treatment was closely associated to the increased mechanical characteristics after PWNT treatment.
For example, the toughness, percent elongation, tensile strength, and 0.2% proof stress for PWNT were 132 MJ/m3, 22%, 691 MPa, and 384 MPa, respectively, whereas the same metrics for PWDT were 109 MJ/m3, 20%, 649 MPa, and 324 MPa. However, failure occurred in the weld metal region for both treatments due to coarse niobium/titanium intermetallic carbides.
To summarize, PWHT is an important procedure that can be employed after welding to reduce residual stress and improve the mechanical properties of the weldment.
