Seams and welds – the question of the day. They’re all over, and people (appropriately) ask: what’s the difference, and which one do I pick? One important thing to keep in mind is that seams can be eliminated with welding, so if you want to eliminate those pesky seaming obstacles poking out, welding is well worth it.
What is a Seamless pipe?
Seamless pipe is produced using a round steel billet (a strong tube-shaped hunk of steel that is projected from crude steel). This billet is then heated, stretched up, and pushed or pulled over a structure. It is then penetrated through the middle with a bite of the dust and mandrel which expands within width and lessens the external breadth. Despite the fact that consistent lines are made in an assortment of sizes, with an expansion in pipe diameter the manufacturing cost increases. The name seamless comes from its shortfall of the seam. Seamless pipes are broadly utilized in measure funneling, power channeling, shipbuilding, pressure vessel, development, and compound enterprises.
What is a Welded Pipe?
Welded pipe is made by cold forming flat strips, sheets, or plates into a round or roundabout shape by a roller or plate twisting machine. The line is then welded with or without filler material utilizing a high energy source. Welded lines can be delivered in huge sizes with no size limitation. Welded pipes are regularly utilized for the transportation of water, oil, or gases in enormous amounts.
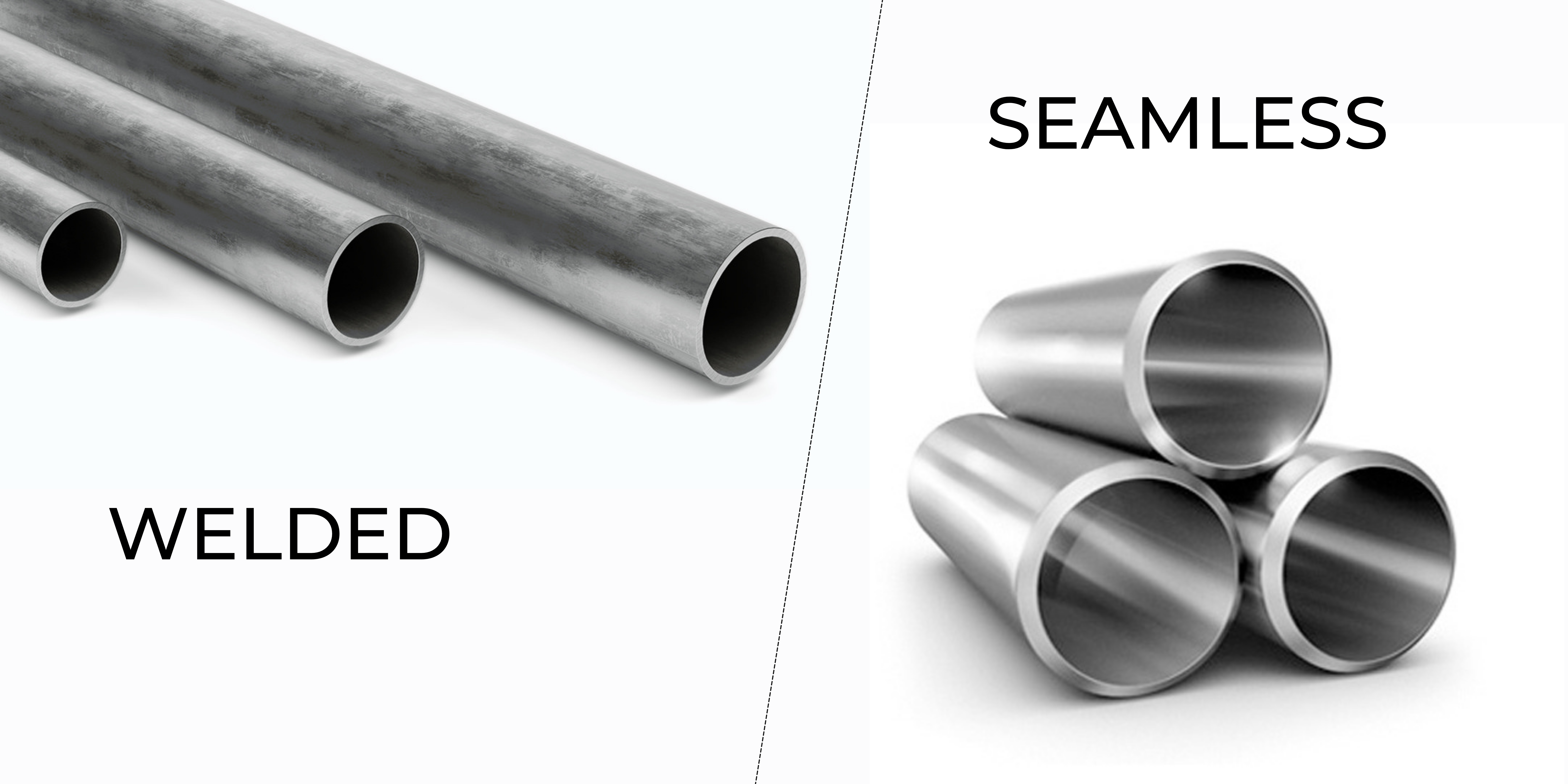
Seamless vs Welded Pipe
From the above paragraphs, it is obvious that seamless and welded pipes differ in their manufacturing process. The other differences are listed in the below-attached table.
| Sr. No | Parameter | Seamless Pipe | Welded Pipe |
| 1 | Strength | Able to withstand more pressure and load as there is no weak seam. | Due to welding, they are believed to withstand 20% less pressure and load as compared to the seamless pipe. |
| 2 | Length | Relatively shorter in length due to manufacturing difficulties. | Can be manufactured in long continuous lengths. |
| 3 | Size | Manufactured for nominal size 24 inches or less. | No such size restriction on production. |
| 4 | Corrosion Resistance | Less prone to corrosion means more corrosion resistance. | Weld areas are more prone to corrosion attacks, which means less corrosion resistance. |
| 5 | Surface Quality | Rough due to extrusion process | Smooth high-quality surface as compared to the seamless pipe. |
| 6 | Economy | Costlier | More economic |
| 7 | Production Process | Complex, long procurement lead time | Simpler, short procurement lead time. |
| 8 | Tests | Seamless pipes do not require testing for weld integrity. | Must be tested before use. |
| 9 | Application | Suitable for high-pressure temperature and corrosive environment | Normally used for less corrosive and low-pressure environments. |
| 10 | Availability | Less available, limited material types, longer delivery time | Readily available for various different materials; shorter delivery time |
| 11 | Wall Thickness | Inconsistent wall thickness across the length, thicker so heavier | Wall thickness is more consistent than seamless ones, thinner |
| 12 | Ovality | Better ovality, roundness | Poor ovality and roundness as compared to seamless counterpart. |
| 13 | Internal surface check | Checking not possible | The internal surface can be checked before manufacturing |
Manufacturing welded pipe
The welded pipe starts out as a long, coiled ribbon of steel called a skelp. The skelp is sliced to the ideal length, bringing about a level rectangular sheet. The width of that sheet’s more limited finishes will turn into the line’s external periphery, a worth that can be utilized to compute its possible external distance across.
The rectangular sheets are taken care of through a moving machine that twists the more drawn outsides up toward each other, shaping a chamber. In the ERW cycle, high-recurrence electrical flow is passed between the edges, making them soften and combine.
A benefit of ERW pipe is that no combination metals are utilized and the weld crease can’t be seen or felt. That is against twofold lowered bend welding (DSAW), which leaves behind a conspicuous weld dab that must then be disposed of relying upon the application.
Welded pipe-producing methods have been worked on throughout the long term. Maybe the main progression has been the change to high-recurrence electric flows for welding. Before the 1970s, a low-recurrence current was utilized. Weld creases created from low-recurrence ERW were more inclined to erosion and crease disappointment.
Most welded pipe types require heat treatment after produce.
Manufacturing seamless pipe
The Manufacturing Process of a Seamless pipe starts as a strong round and hollow hunk of steel called a billet. While still hot, billets are penetrated through the middle with a mandrel. The subsequent stage is rolling and extending the empty billet. The billet is exactly rolled and extended until it meets the length, breadth, and divider thickness as determined by the client’s request.
Some consistent line types solidify as they’re produced, so heat treatment subsequent to assembling isn’t needed. Others do require heat treatment. Counsel the particular of the consistent line type you’re thinking about to realize whether it will require heat treatment.
Pipe Selection, Welded or Seamless?
Despite the fact that further developed manufacturing strategies for ongoing time can deliver welded pipes equivalent to seamless pipes, still, the seamless pipes are preferred in a maximum of the cases. In any case, for huge size channeling applications (>24 inch NPS) welded pipes are mostly preferred because of less expense. Alongside cost, different boundaries like measurement to thickness proportion, accessibility, erosion opposition, and so on are considered for pipe choice.
Products at Newzel:-
Explore a variety of premium welded and seamless pipes that fit your requirements from our specialized catalog. Get in touch with us for more technical information to make the best use of our resources.
