
Introduction
Sour service is one of the most difficult difficulties in hydrocarbon production, according to the oil and gas sector. The integrity of assets and operations is jeopardized by H2S cracking.
Exploration and production settings in oil and gas that have enough H2S to cause “CRACKING” of metallic components are referred to as sour service. Stress-induced cracking has been known to occur when certain pressurized metallic parts/components are exposed to this so-called “sour” service, resulting in often catastrophic failures of high-investment, critical processing equipment such as pressure safety relief valves (PSV/PRV) and other piping & pressure vessel parts.
Sour service is described as a circumstance in which Hydrogen Sulfide is present in the environment (H2S). This toxin, which is found in the environment, is harmful to human health. It could also have a substantial impact on the performance of steel drilling tubular in service operations. Non-sour services, on the other hand, do not contain this hazardous chemical. Vallourec, for example, offers a wide range of OCTG High Collapse grades designed to meet the most demanding well-environment as well as load case scenarios and collapse situations.
In corrosive environments, sour services steel pipe is used for pipelines. It will cause oil and gas pipeline leaks, and in certain cases, explosions. The manufacturing of sour service pipes is critical because pipe corrosion poses a significant hazard to personal safety and environmental degradation.
In an H2S environment, a sour service pipe is commonly employed. While H2S is a hazardous molecule, it is also one of the most common causes of corrosion. The line pipes utilized must have anti-acid corrosion performance when the partial pressure of H2S reaches 300 pa. NACE pipe is a type of sour service pipe.
Chemical Properties
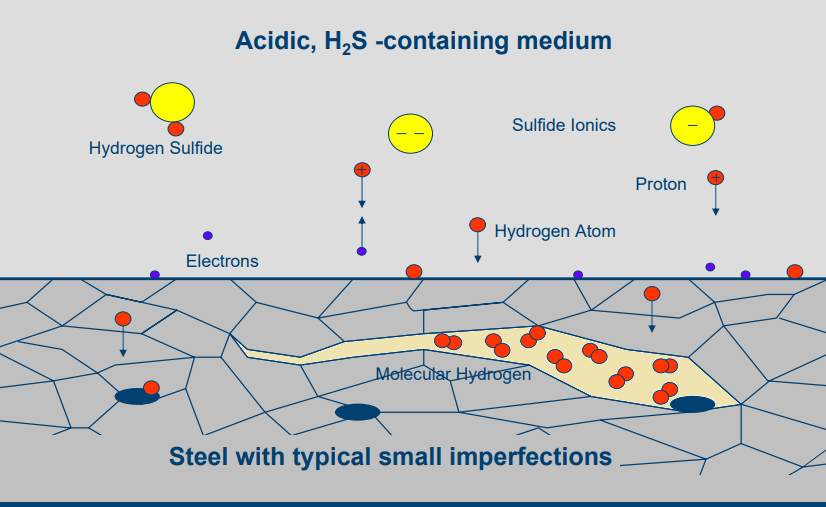
“Hydrogen Atoms” are absorbed and diffuse into the steel in the presence of water and H2S. They combine to generate gaseous hydrogen, which diffuses and may become trapped in steel defects. Cracks will form as a result of the hydrogen buildup.
The Sour consists of C, P, S, and the carbon equivalent in the chemical composition of sour service pipes is lower than that of ordinary line pipes, requiring stringent monitoring. Since S, in particular, is a highly detrimental element in corrosion situations, therefore S should be kept to a minimum of 0.002 for sour service pipes as it might lead to dangerous outcomes for one in the future.
Here are all of the cracking modes that H2S, or sulfide stress cracking, can cause:
- Cracking due to stress corrosion (SCC)
- Cracking in stages (SWC)
- SOHIC appeared on Soft HAZ of welding due to soft zone cracking (SZC).
- Cracking caused by hydrogen in a stress-oriented manner (SOHIC)
- Cracking caused by hydrogen (HIC)
- Hydrogen stress cracking caused by galvanic current
One such incident is what we will talk about in our latter section which caused a fatal incident and affected the industry deeply.
The HIC sensitivity increases as the carbon mass fraction increases. The H2S corrosion resistance of pipeline steel can be improved by reducing carbon and carbon equivalents. It will also produce dangerous martensite formulations for hot rolled steel, which are extremely susceptible to H bubbles.
NACE MR0175 has been accepted as a standard to avoid H2S cracking in metallic materials by all industry groups, including API, IOGP, national codes ANSI, and international codes EN and ISO.
Sour Service Testing
Due to the action of mechanical stress in atmospheres containing hydrogen sulfide, cracks can form in high-strength steels in the zone that have been impacted by heat in weld seams. Materials are tested for this damage mechanism, known as “Sulphide Stress Cracking” (SSC), by NACE TM 0177. The time of the test and the amount of tensile stress that will be applied are the parameters for this type of testing. Thus it is very important to do the testing beforehand with the right use of minerals to avoid such cracking.
Sulfide stress corrosion cracking (SSCC) is the cracking of metal involving corrosion and tensile stress in the presence of water and H2S.
Case Study of Refinery Exposure
One such incident of exposure took place in the Sour Water Stripper Unit of a refinery. The night shift administrator had gone to gather tests of harsh water, stripped water, rich amine, and lean amine tests according to typical routine inspecting. The H2S fume which got away from the almost open OWS sewer vent settled down at grade level as it is heavier than air. The administrator may have moved toward the testing point alongside the example bottle in any case, couldn’t gather the example as planned yet was discovered lying oblivious on the floor close to the example point. The morning shift administrator who came for obligation didn’t discover the night shift administrator diminishing him from obligation. The administrator went to the “Check and Change Room” and discovered the storage of the evening shift administrator in open condition.
Worried, he went to the site promptly and close to the test assortment point using SRU and an amine recuperation unit. When he moved toward the example assortment area, his H2S responder gave a caution; a sign of more than 20 ppm of H2S. Since the administrator was not conveying his canister, surged back to check and change the room and returned with the canister to the testing point. He noticed the night shift administrator lying on the floor and promptly educated the change in control. Subsequently, he pulled the oblivious administrator away from the site for natural air while the rescue vehicle and fire and security group arrived at the site. The casualty was eliminated from the site and taken to the emergency clinic when the specialist announced that the casualty was carried dead to the emergency clinic.
To conclude about the incident and findings one must take proper care and shouldn’t treat such dangerous chemical compositions carelessly.
How to avoid such mishaps based on the case study
To provide a continuous flow of sour water to a stripper, the feed to the sour water stripper is dependent on LIC control, which must be replaced with an FRC control system. If there is any extra stripped sour water, it should be directed only to the closed blow-down system. Every time an operator goes on a field visit, he or she should inform his or her partner operator in the changing room. The panel operator must acknowledge a high-level H2S alarm in the control room so that prompt action can be taken. All H2S detectors that have been put in the field must be operational.
Conclusion
You need a professional partner with decades of experience, cutting-edge equipment, and world-class expertise for high-quality, dependable sour service testing and consulting. This is where Newzel Industries steps in with years of experience and choosing the best compositions and avoids the dangerous impact of Sour Services. For more information, Get In Touch with our industry experts.
