API (American Petroleum Institute) is a set of standards used to define systems, tests and equipment design, mainly in the Oil & Gas industry. There are other standards, such as ISO, ASME, NEMA or ANSI. Although these standards may be referred to alongside API, they are not otherwise related, and although some of these standards overlap, each one is generally focused on a different sector.
API standards include design criteria for a wide range of equipment and components. Power Zone is involved daily with the API standards relating to pumps and pump components, as well as API guidelines for pump testing and API design criteria for pump baseplate design. Even though there is no overall rule or law that API standards must be adhered to (many pumps and equipment are built to no standard at all) the API standard is often referred to in pumping systems when the highest quality is needed.
Below is simple explanations of some of the many different API standards for pumps.
API 610 Centrifugal Pump Standard
API 610 is the API standard relating specifically to centrifugal pumps and centrifugal pumping systems. It provides design criteria for t he design of the actual centrifugal pump, as well as how the centrifugal pump is to be tested, and what type of base it is to be mounted on.
Within the API 610 Centrifugal Pump Standard, there are various configuration codes for different types of centrifugal pumps. These are called out by a set of two letters followed by a single number. The letters are used to define the main different pump types, where OH stands for Overhung, BB stands for Between-bearings, and VS stands for Vertically Suspended. The num ber is used to differentiate more detailed configuration options within each section. Below are simple definitions for each API pump type. Each of the following pumps types are a sub-category of the API 610 Centrifugal Pump Standard.
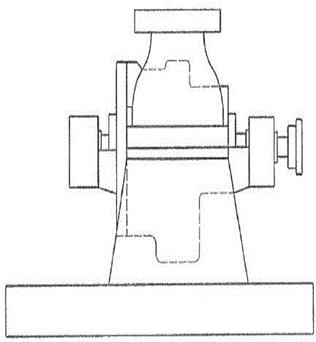
API OH1 Centrifugal Pump
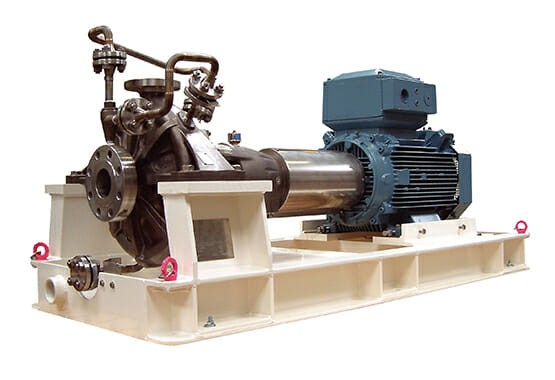
The API OH1 is a horizontal, foot mounted, single stage, overhung pump with end suction. The pump is mounted to a baseplate and driven via a flexible coupler.

API OH 1 P um p E xam ple
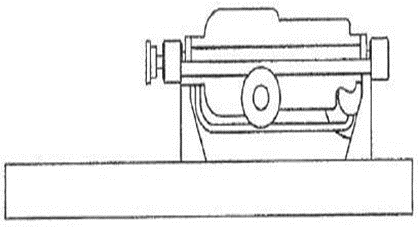
API OH2 Centrifugal Pump
The API OH2 is a horizontal, centerline mounted, single stage, overhung pump with end suction and a single bearing housing. The single bearing housing helps absorb the forces imposed on the pump shaft and maintain the position of the rotor during pump operation.
API OH2 Pump Example
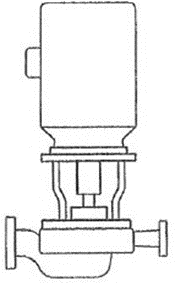
API OH3 Centrifugal Pump
The API OH3 is a vertical inline, single stage, overhung pump with separate bearing brackets. The bearing housing is integral with the pump to help absorb the loads imposed on the pump, and the motor is generally mounted on a support that is also integral with the pump. The pump and motor are coupled with a flexible shaft coupling.

API OH3 Pump Example
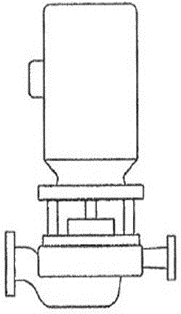
API OH4 Centrifugal Pump
The API OH4 pump is a vertical inline, single stage, overhung pump with a rigid coupling on the pump and motor shafts. The C -face of the motor is mounted directly to the pump housing.

API OH4 Pump Example
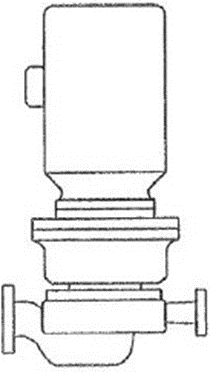
API OH5 Centrifugal Pump
The API OH5 pump is a vertical inline, single stage, overhung pump that is close coupled with the motor. In the close coupled design, the pump impeller is mounted directly to the motor shaft (the motor shaft is designed to be extra – long), and the C-face of the motor is mounted directly to the pump housing

API OH5 Pump Example
API OH6 Centrifugal Pump
The API OH6 is a horizontal or vertical, single stage, overhung, high speed pump that has an integral gearbox mounted to the pump housing. The gearbox is driven by the motor with a flexible coupling, and the pump impeller is mounted directly to the high speed shaft of the gearbox.

API OH6 Pump Example
The BB1 is an axially split, one or two stage pump with bearings on both ends of the rotating assembly. The pump is mounted to a baseplate and driven by a motor via a flexible coupling.
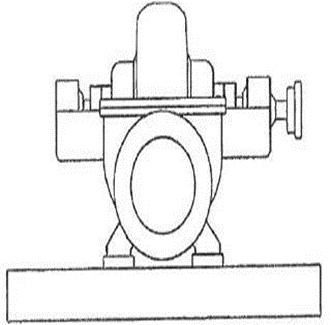

API BB1 Pump Example
API BB2 Centrifugal Pump
The BB2 is a radially split, one or two stage pump with bearings on both ends of the rotating assembly. The pump is mounted to a baseplate and driven by a motor via a flexible coupling.

API BB2 Pump Example
The BB3 is an axially split, multistage pump with bearings on both ends of the rotating assembly. The pump is mounted to a baseplate and driven by a motor via a flexible coupling
API BB3 Pump Example
API BB4 Centrifugal Pump
The BB4 is a radially split, multistage pump with bearings on both ends of the rotating assembly. The BB4 pump is sometimes called a tie -rod pump, segmental-ring pump, or ring-section pump, because it’s main housing is made up of separate, sectional pieces that are all held together by large, threaded rods.
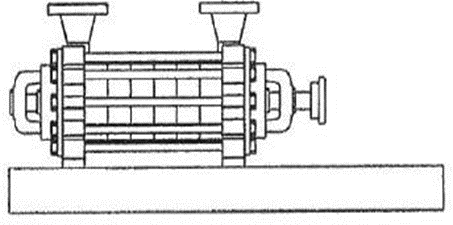

API BB4 Pump Example
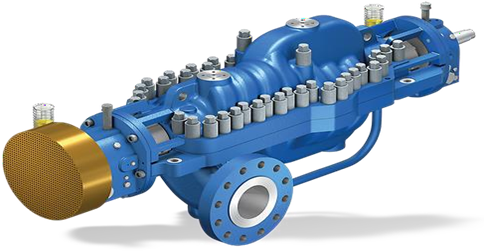
API BB5 Centrifugal Pump
The BB5 is a radially split, multistage pump with bearings on both ends of the rotating assembly. The pump is mounted to a baseplate and driven by a motor via a flexible coupling. This pump is commonly referred to as a “barrel pumps”, because the outside housing looks like a barrel. Because of its round design, the BB5 pump can be made to handle very high pressures
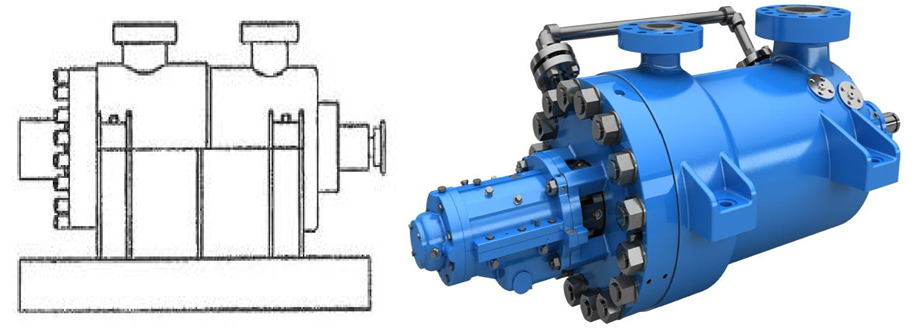
API BB5 Pump Example
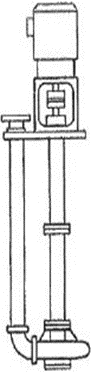
API VS1 Centrifugal Pump
The VS1 is a vertically suspended, wet pit, diffuser pump with a single casing. The discharge of the pump is routed through the upright column that suspends the bowl assemblies.

API VS1 Pump Example
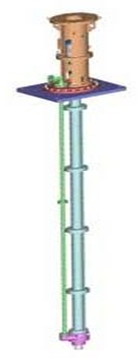
API VS2 Centrifugal Pump
The VS2 is a vertically suspended, wet pit, volute pump with a single casing. The discharge of the pump is routed through the upright column that suspends the bowl assemblies.

API VS2 Pump Example
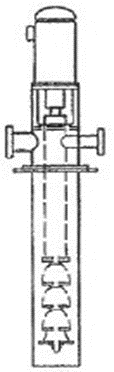
API VS3 Centrifugal Pump
The VS3 is a vertically suspended, wet pit, axial -flow pump with a single casing. The discharge of the pump is routed through the upright column that suspends the bowl assemblies.

API VS3 Pump Example
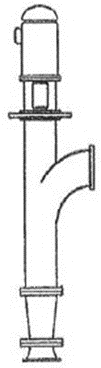
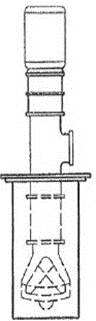
API VS4 Centrifugal Pump
The VS4 is a vertically suspended, volute pump with a single casing. This pump has the discharge column separate from the shaft column. The line shaft is supported by 1 or more bearings throughout the center column.
API VS4 Pump Example
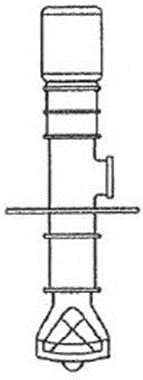
API VS5 Centrifugal Pump
The VS5 is a vertically suspended, volute pump with a single casing. This pump has the discharge column separate from the shaft column. The line shaft cantilevered and is supported only by bearings in the top housing, and has not support bearing within the column.
API VS5 Pump Example
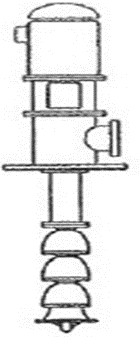
API VS6 Centrifugal Pump
The VS6 is a vertically suspended, wet pit, diffuser pump with a double casing. The discharge of the pump is routed through the upright column that suspends the bowl assemblies. Because of the second casing around the outside of the pump, the VS6 is often referred to as a “Can Pump”.
API VS6 Pump Example

API VS7 Centrifugal Pump
The VS7 is a vertically suspended, wet pit, volute pump with a double casing. The discharge of the pump is routed through the upri ght column that suspends the bowl assemblies. Because of the second casing around the outside of the pump, the VS6 is often referred to as a “Can Pump”.

API VS7 Pump Example
API 674 Reciprocating Pump Standard
API 674 is the API standard relating to reciprocating positive displacement pumps and includes design criteria for both direct acting reciprocating pumps and power -frame type pumps (pumps driven by a motor via a crankshaft). The standard defines topics such as maximum and minimum speeds, pulsation and vibration control requirements, and testing requirements .
API 676 Rotary Pump Standard
API 676 is the API standard for rotary, positive displacement pumps. The standard provides design criteria for all types of rotary PD pumps .
Under the API 676 Standard, there are various codes that define the type of rotary positive displacement pump. The codes are as follows .
- VR – Rotary Vane Pump with the vane in the rotor
- VS – Rotary Vane Pump with the vane in the stator
- LS – Rotary Lobe Pump with a single lobe on each roto r
- LM – Rotary Lobe Pump with multiple lobes on each roto r
- GET – Rotary External Gear Pump (timed)
- GEU – Rotary External Gear Pump (untimed)
- GI – Rotary Internal Gear Pump (with crescent)
- SS – Single Screw Pump
- SMT – Multiple Screw Pump with additional timing gears
- SMU – Multiple Screw Pump without timing gears (screws drive each other)
API 682 Seal Flush Plans
The mechanical seal is the most likely part of the pump to fail. Approximately 70% of the pumps removed from service for maintenance are victims of mechanical seal failure. Mechanical seal parts are highly engineered with very close tolerances and any upset in the pump or associated system can cause seal failure, including:
- Choked suction screen
- Rapidly closed valves
- Air or vapor entrainment
- Misalignment between pump and motor
- Pipe strain
- Service point far from best efficiency point
- Hot fluids
- Abrasives
- Coking or salting fluids
- Chemical composition variations
- Failing bearings
- And many more
Mechanical seals are based on positioning two very flat and smooth discs called seal faces, one rotating on the shaft and one stationary in the pump, against each other. The discs are flat and smooth enough to ALMOST prevent the pumped fluid from leaking out between them. However, the faces do rely on a very thin film of fluid between the faces to lubricate that rubbing fit. Without this film of fluid, the seals will overheat and fail. Lack of lubrication is the PRIMARY cause of seal failure. If the fluid is very hot, it can flash to a vapor as the fluid moves across the faces, again resulting in lack of lubrication. Note that gas seals use a gas film between the faces to minimize face contact and heat buildup.
Abrasives can also find their way between the seal faces and wear the face materials quickly.
Seal flush plans are intended to keep the area around the seal in the most seal friendly environment practical, usually meaning clean and cool. Dual seal plans also provide backup and leak detection for safety.
Note that seal flush plans use pressure differences at the pump to drive the flush fluids. The pump suction is low pressure, the seal chamber is a medium pressure, and the pump discharge is at high pressure.
If you have any questions about which seal plan to use on your application, please contact us.
Single Seals -Basic Heat Removal -Plans 01,02,03,11,13,and 14
As the seal faces faces rub together (with their thin film of lubricating fluid), they generate heat. The heat can build up in the seal chamber and push the fluid towards its boiling point, resulting in premature flashing, lack of lubrication, and failure. This first set of seal plans is intended to create circulation through the seal chamber to dissipate the heat out of the seal chamber and back into the pumped fluid.
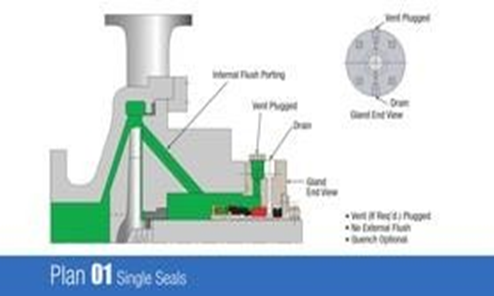
Plan 01 –
- Uses passages built into the pump casing to direct fluid
- Flush fluid flows from high pressure at pump discharge, through medium pressure seal chamber, and back into the pump ed fluid
- Just like Plan 11, but with internal passages instead of the external tubing
- Unusual for modern pumps
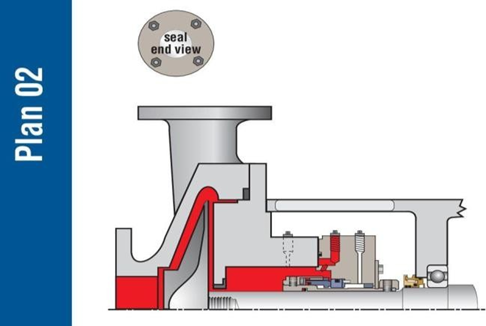
Plan 02 –
- Isolated seal chamber with no flush fluid moving through
- Seal chamber has heating/cooling jacket built in to add or remove heat from chamber fluid
- Used in temperature sensitive fluids like molten sulfur
Plan 03 –
- Tapered seal chamber allows air and vapors to vent away from seal
- Allows good fluid circulation around seal to remove heat
- Common in ANSI style pumps
- Very effective and highly recommended for common services.

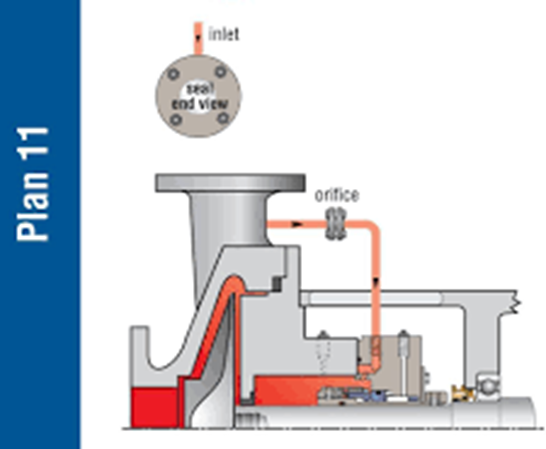
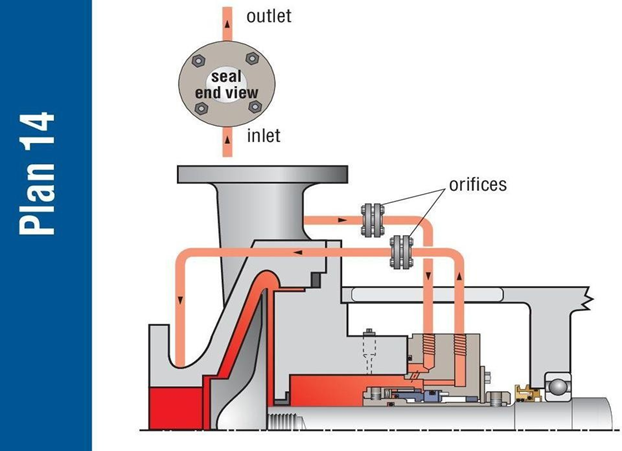
Plan 11 –
- Flush fluid flows from high pressure at pump discharge to the medium pressure seal chamber and back into the main flow to remove heat from seal chamber
- Allows seal chamber to vent on horizontal pumps during initial pump filling
- Orifice used to limit flush fluid velocity entering the seal chamber. A high velocity flush can erode the outer diameter of the seal faces.
- Can be used to increase seal chamber pressure. Increased chamber pressure may be required to keep chamber fluid from flashing to vapor or to provide enough pressure to push the fluid between the faces for lubrication. (Seal chamber must be 5 psi minimum above external atmospheric pressure).
- Very common seal flush plan. Can be overused in applications where other plans are better suited.
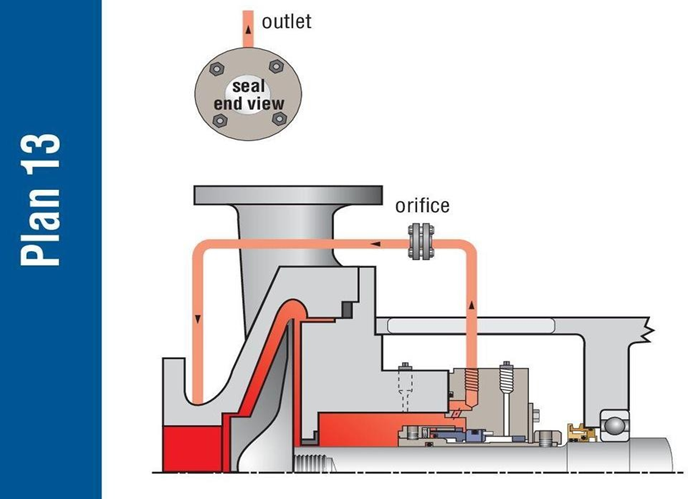
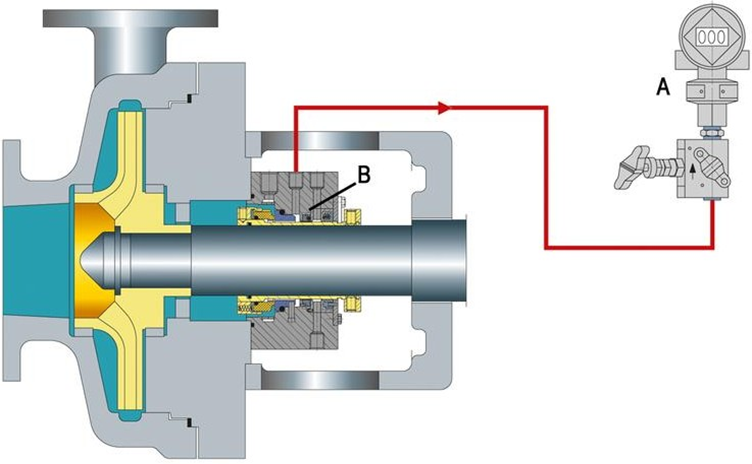
Plan 13 –
- Flush fluid flows from medium pressure seal chamber to low pressure at pump suction.
- Best plan for air, vapor, and particulate evacuation from seal chamber.
- Standard on vertical pumps.
- Velocity can be limited by using orifice.
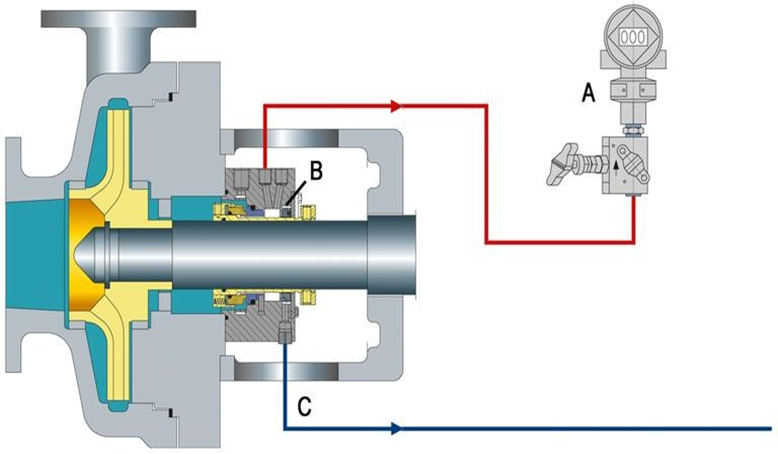
- Combination of Plan 11 and Plan 13
- Fluid flow from high pressure pump discharge, through medium pressu re seal chamber, to low pressure at pump suction.
- Usually used on vertical pumps where increased seal chamber pressure is required, or for ensuring seal faces are wet at startup.
Single Seals – Flush Fluid Conditioning – Plans 12, 21, 23, 31, and 132
These seal plans are intended to provide the seal with the friendliest environment possible by cooling and/or cleaning the fluid in the seal chamber. The throat that separates the seal chamber from the main pumped fluid can be further restricted by adding a close clearance bushing in the bottom of the seal chamber, better isolating the cool, clean seal chamber fluid from the hot, abrasive fluid in the pump.
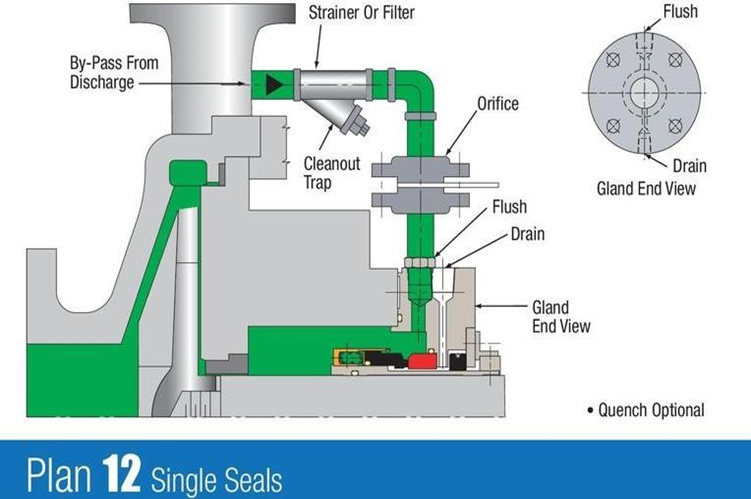
Plan 12 –
- Just like a Plan 11, but with a filter in the flush line to remove abrasives.
- Can be very simple or very complex (simplex or duplex filters, with or without instrumentation)
Plan 21 –
- Just like a Plan 11, but with a cooler in the line to remove heat. Keeps the fluid in the chamber cool.
- Provides vapor pressure cushion against flashing
- Reduces coking of hydrocarbons as they cross the seal faces towards atmosphere
- Coolers can be water-to-water (shell and tube) or water -to-air (radiator style)
- One-pass system. Hot fluid is cooled and sent through the chamber back into the pump age. Takes a lot of cooling capacity to cool the flush fluid, and water-to-air coolers often have inadequate cooling capacity.
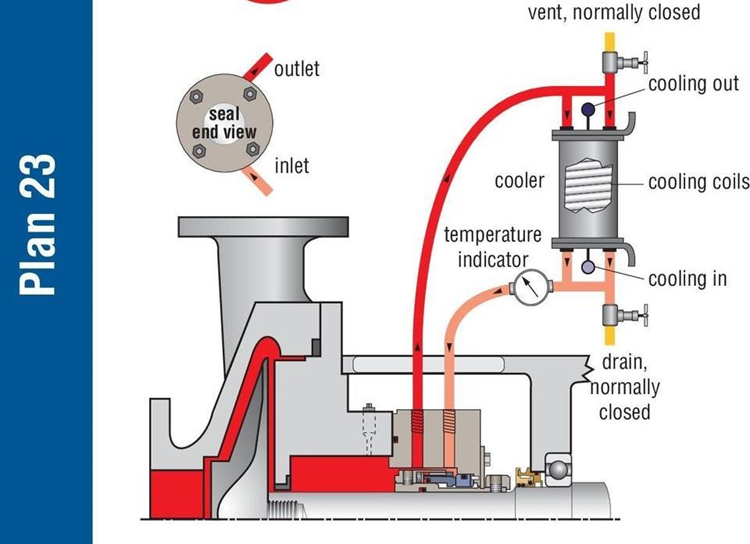
- Similar to Plan 21, intended to cool fluid in seal chamber.
- Rather than a Plan 21 single pass system, a Plan 23 is a multi -pass system. Fluid comes FROM THE SEAL CHAMBER instead of the pump discharge, is cooled, and directed back to the seal chamber.
- Repeated cooling of the seal chamber fluid can cut cooling water demand in a water-to–water system by over 90%.
- Cooling load is low enough to make water-to-air radiator style cooler effective.
- Fluid is driven out of the chamber and through the cooler by “pumping ring” or other “pumping feature” built into the seal. These features provide very little differential pressure. Connecting tubing must have long, sweeping bends, well vented high points, and low point blowouts to ensure fluid flows.
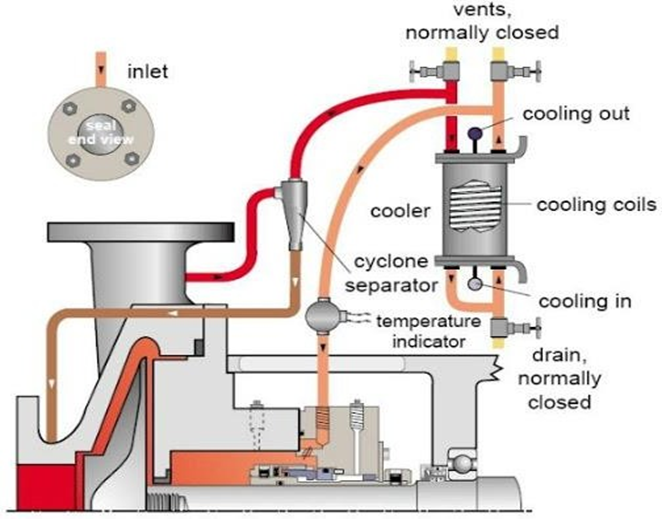
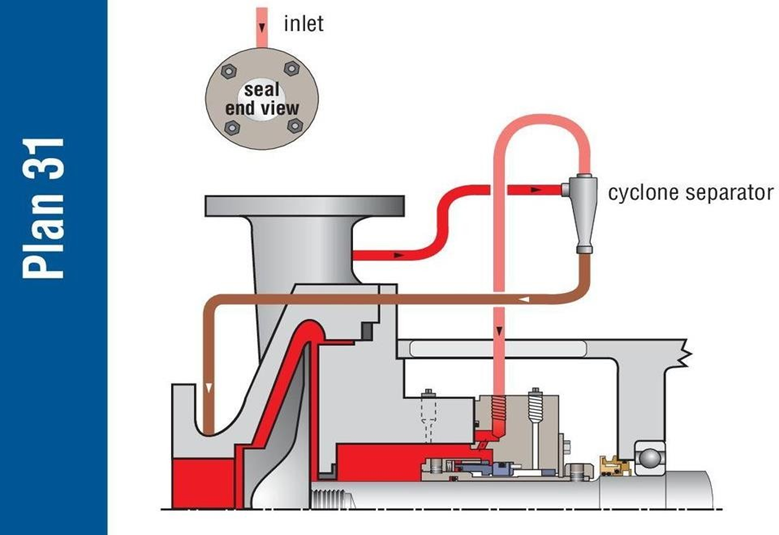
Plan 31 –
- Like a Plan 12, but with a cyclone separator rather than a filter to separate out the solids
- Clean fluid from cyclone flows to seal chamber and dirty fluid is returned to pump suction
- Solids need to be heavy to work effectively
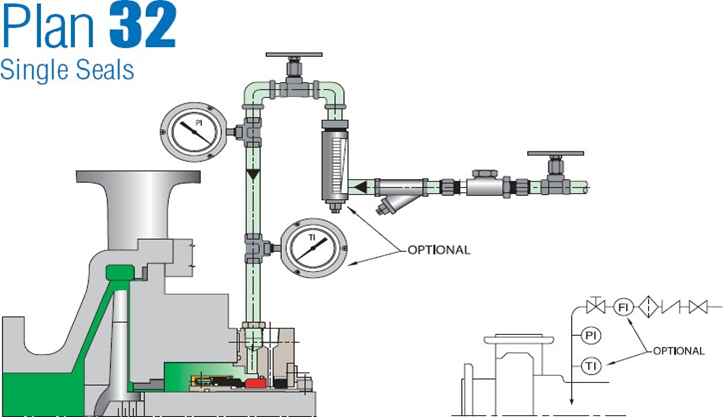
Plan 32 –
- Forget all the aggressive fluids in your pump. Flood the seal chamber with an external clean, clear fluid
- Instrumentation and strainer are optional, but a flow meter with a control valve is highly recommended.
- Flush fluid must be compatible with pumpage
- Makeup water lines can be used effectively for this type of flush
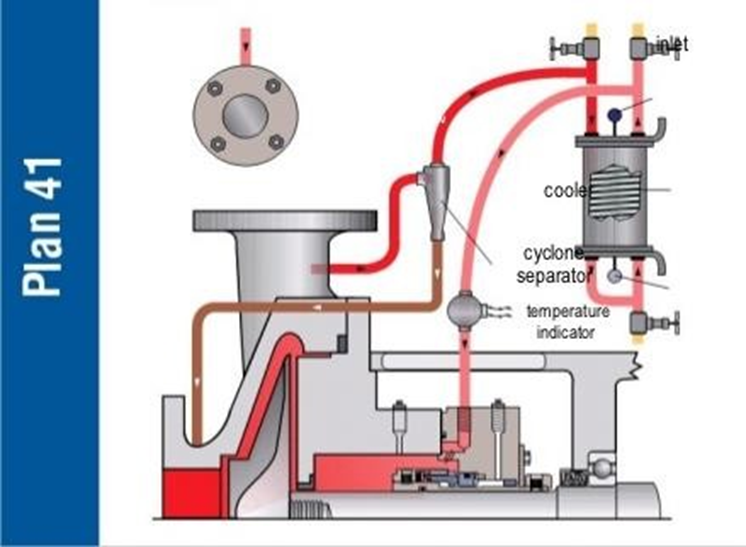
- Combination of Plan 21 and Plan 31. Fluid is cooled and cleaned.
- For hot and dirty, abrasive services
Single Seals – Quench and Leak Detection (Outboard) – Plans 62, 65A, 65B, 66A and 66B
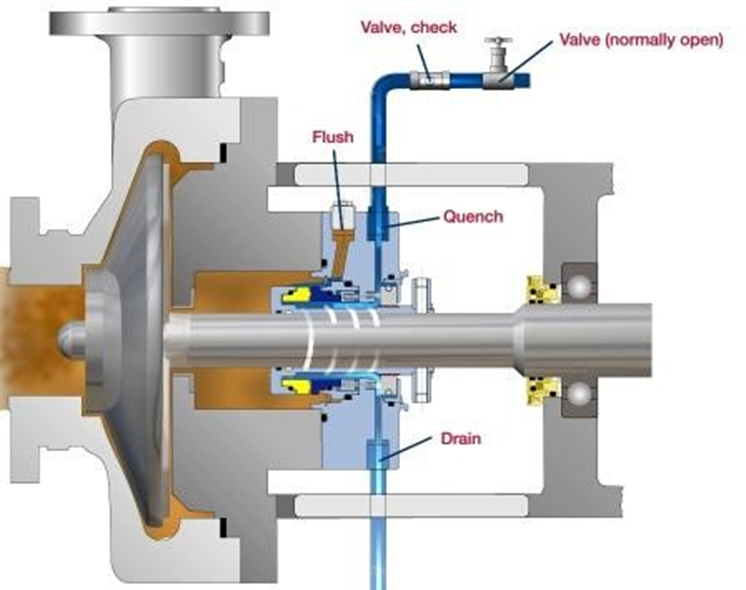
Quench piping does NOT change conditions inside the seal chamber, at the wet side of the seal faces. Rather, it affects or monitors the environment on the ATMOSHPERIC side of the seal faces.
Pumps that leak when they are filled, even before they are started, often have a flush line intended for a Plan 11 or 13 connected to the QUENCH port, leading to the atmospheric side of the seal. There should be a “Q” or the work “QUENCH” stamped in the gland at this port.
For flush plans Plan 65A, 65B, 66A, and 66B, facility owners may want to know if their seals are leaking excessively without going to the expense of dual seals. These seal plans direct excessive leakage on the outside of the seal to an alarm instrument. Remember that seals leak a little bit. They need to in order to lubricate the faces and function correctly. The plans below handle the nuisance leakage in different ways.
- Used in salting services like sodium hydroxide. The leakage across the seal faces will turn to salt when it reaches atmosphere. The salt crystals can wear the faces or build up in the seal, preventing the movement necessary to keep the seal faces in contact. The salt on the outboard of the seal can be washed away with a water quench through the quench and drain ports. Usually a close clearance bushing is installed at the extreme outboard end to the seal assembly to help keep the quench flui d moving from the quench to the drain port (or vice versa) and not just run out along the shaft. Also used for slurry services.
- Grease can be introduced into the quench port. This external grease can provide temporary lubrication to the seal in case the pump sees large air or vapor pockets which would normally rob the seal faces of the required lubricating fluid film.
- Quench can also be gas. In hot hydrocarbon services, the fluid will turn to solid coke when it reaches the atmospheric side of the seal. The fluid would remain a liquid if the area outside the seal faces is robbed of oxygen with a flood of nitrogen or steam .
- Nuisance leakage is allowed to pass through an orifice to a collection system.
- Excessive leakage is backed up against the orifice and directed to a small vessel with a level switch.
Plan 65B-
- Nuisance leakage AND excessive leakage are collected in a small vessel, where a high-level switch will alarm the owner.
- An alarm does NOT necessarily mean a failed seal. The collection vessel might be full from years of nuisance leakage. Try emptying the vessel and observing how fast the vessel fills.
Plan 66A –
- For flashing fluids (fluids that turn to vapor when released to the atmosphere)
- Two throttle bushings are used to ensure that the vapor (or fluid) leakage is limited along the shaft and out of the drain. A pressure switch picks up a rise on pressure above nuisance levels on the outboard side of the seal.
- Similar to a 66A, but the leakage though the drain port is limited by an orifice in the drain port.
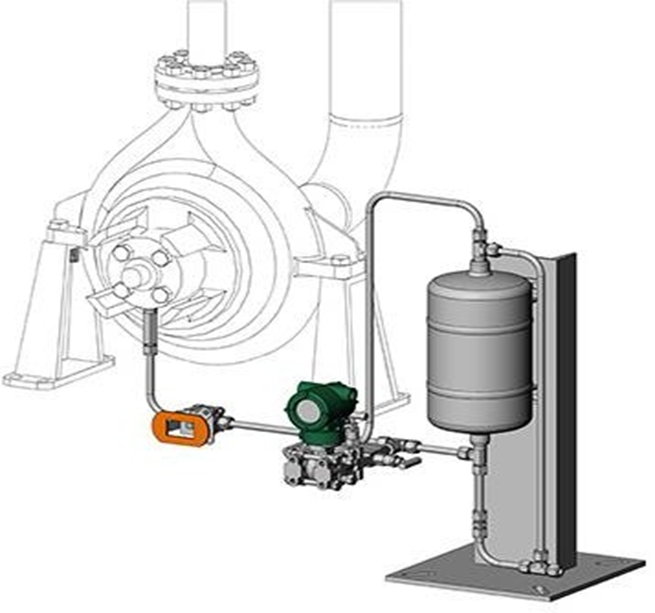
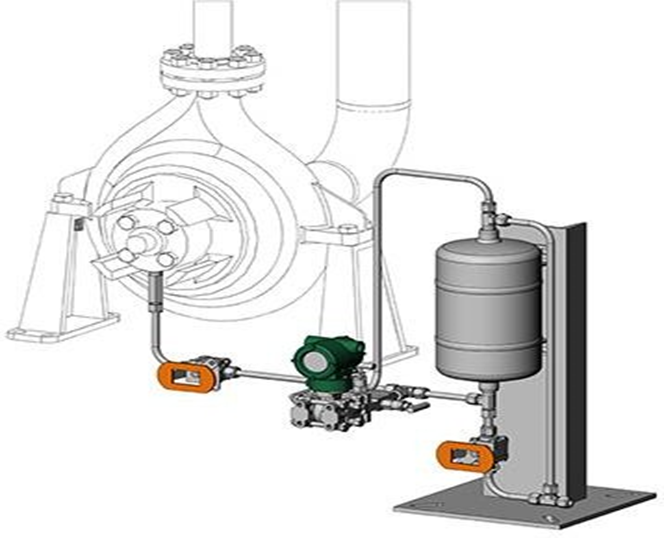
Dual Seals – Safety backup seals for hazardous fluids – Plans 52, 53A, 53B, 53C, 54, and 55
Dual seals provide a backup seal in case the primary seal fails. They prevent hazardous fluids from leaking to the surrounding area, desirable for both environmental protection and the safety of nearby personnel. Dual seals also capture and control any leakage of pump age across the primary seal. The backup seal is kept lubricated by introducing a buffer/barrier fluid (often a mineral or synthetic oil, a water/glycol mix, or diesel) into the space between the primary (inboard) and secondary (outboard or backup) seals. The buffer/barrier fluid is contained in a tank (5 gallons i s most common) adjacent to the pump. Instrumentation on the tank indicates what is happening with the seals.
Remember that a lubricating fluid film will flow from high pressure to low pressure. If the pump seal chamber pressure is higher than the press ure on the other side of the seal, the pumpage will be the lubricating film. If the pump’s seal chamber pressure is lower than the external pressure, the external atmosphere will migrate into the pump. Pumps under vacuum cannot use an ordinary single sea l, since air from the atmosphere would be drawn between the faces, causing them to run dry and fail. Using a dual seal allows a fluid to be present at the outside of the seal. In a pump under vacuum, the buffer fluid would be pulled into the pump between the seal faces, keeping the inboard seal well lubricated.
The basic differentiation between dual seals is which way the fluid is flowing across the inboard faces.
- If the pump seal chamber pressure is higher than the BUFFER fluid between the primary and backup seal faces, then the pumped fluid will flow from the high seal chamber pressure into the low pressure buffer fluid. This is called a DUAL UNPRESSURIZED seal (formerly called a tandem seal), and the fluid is called a BUFFER fluid.
- If the pump seal chamber pressure is lower than the BARRIER fluid between the primary and backup seal faces, then the barrier fluid will flow across the primary seal from the space bet ween the primary and backup seals into the pump. This is called a DUAL PRESSURIZED seal (formerly called a double seal), and the fluid is called a BARRIER fluid.
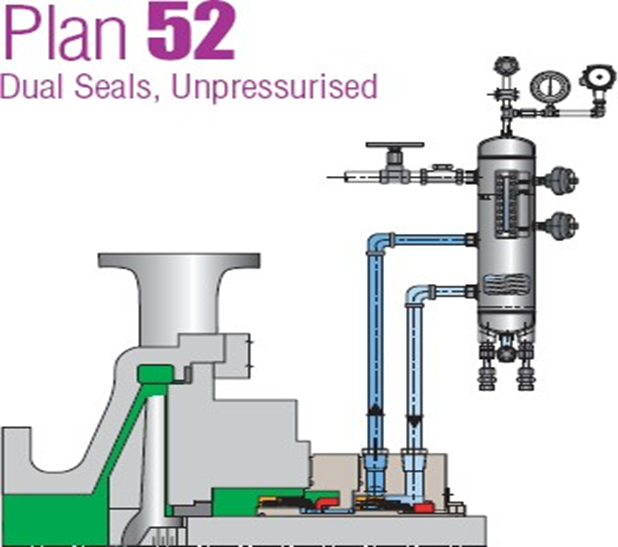
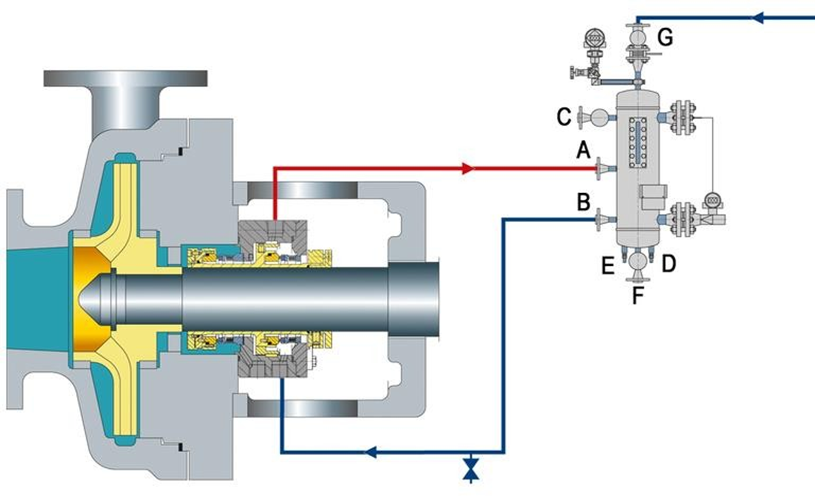
Plan 52 –
Dual unpressurized system
- Buffer fluid circulates from the buffer fluid reservoir, through the space between the primary and backup seal, and back to the reservoir. Fluid is circulated by a weak pumping action built into the seal.
- Any pumped fluid is captured in the buffer fluid and carried to the reservoir.
- It the fluid flashes to vapor at low pressure, the vapor is piped to a flare or vapor recovery system, through an orifice at the top of the tank. If the primary seal is allowing too much leakage, the vapor will build pressure in the reservoir against the orifice and a pressure instr ument can alert the operator.
- If the fluid remains as a liquid under low pressure, any leakage will cause the fluid level in the buffer tank to rise, where a high level alarm can be tripped. Just because the high level alarm is tripped does not mean that the primary seal is failing; it is the rate of leakage filling the tank which matters. The high level may have been reached after collecting years of nuisance leakage. Often, an oil change to the original level is all that is required. Be sure the fluid is disposed of properly.
- Seal face friction or hot pumpage can add heat to the buffer fluid. A cooling water coil is often installed in the reservoir to cool the buffer fluid.
- A low level switch on the seal reservoir can indicate that the backup seal is failing, allowing the buffer fluid to leak out.
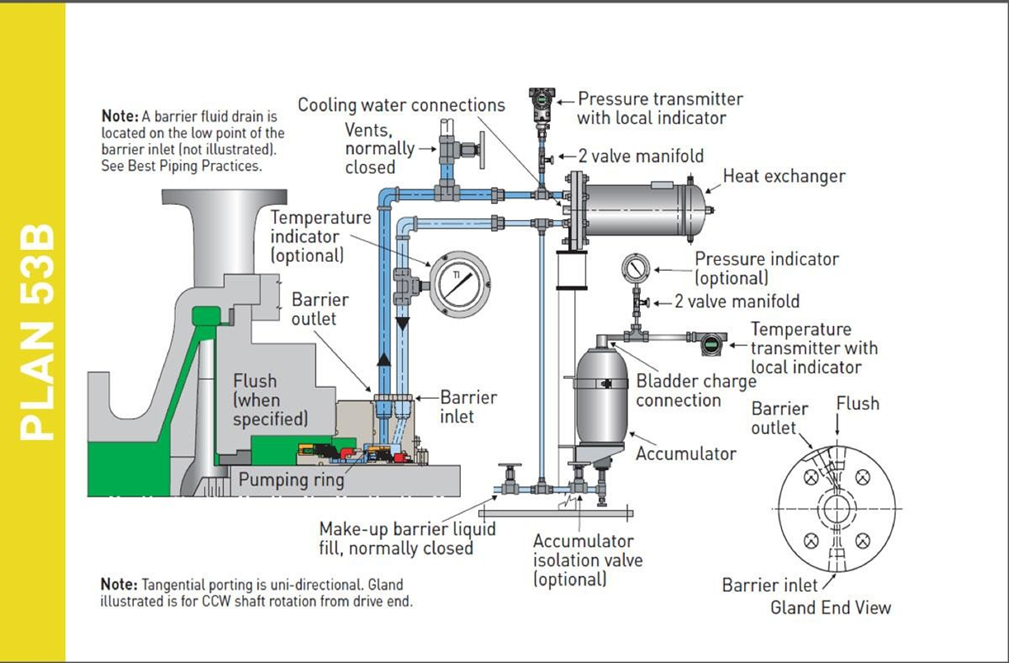
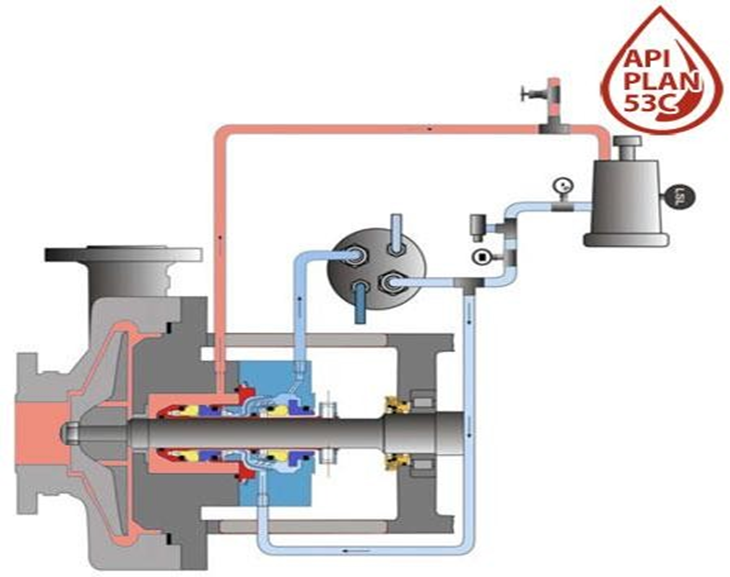
Plan 53 –
Dual pressurized system (seal barrier fluid is at a higher pressure than the pump seal chamber). Pressurized systems are used to ensure that very dangerous fluids remain in the pump. The difference between 53A, 53B, and 53C is the method of pressurizing the barrier fluid. Pressure in the barrier fluid should be at least 10 psi over the pressure in the pump seal chamber.
- Barrier fluid circulates from the barrier fluid reservoir, through the space between the primary and backup seal, and back to the reservoir. Fluid is circulated by a weak pumping action built into the seal.
- Barrier fluid crosses the primary seal faces into the pump age and must be compatible with the pumped fluid.
- A low level alarm in the reservoir alerts the operator that a seal may be failing, allowing the barrier fluid to enter the pump through the primary seal or the atmosphere through the backup seal.
Plan 53A –
- Pressure is provided to the barrier seal reservoir by the plant n itrogen or air system.
- Usually limited to 100 psi barrier pressure, or 90 psi seal chamber pressure.
Plan 53B –
- Pressure is provided by a bladder accumulator tank.
- Fluid cooling needs to be added to the piping loop, either with a water – to-water shell and tube type cooler or an air fin radiator.
- Pressure is provided by piston accumulator/amplifier.
- Pressure differential across the seal is 10 or 20% higher t han the seal chamber pressure (racks with seal chamber pressure)
- Allow 15-20 psi to overcome the friction required to move the piston
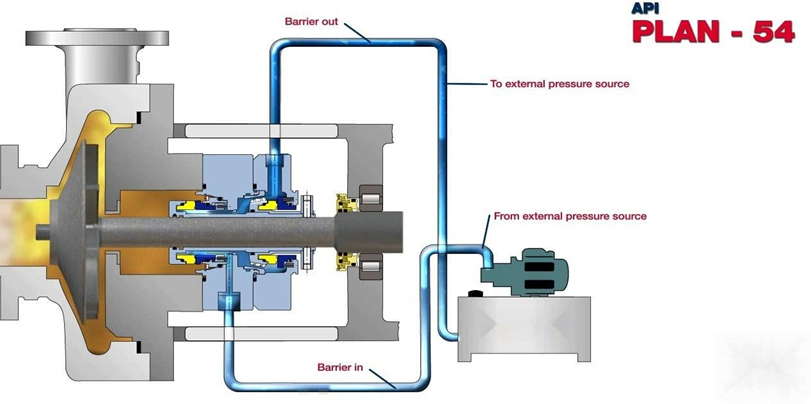
Plan 54 –
- Pressurized dual seal system where pressurizing, cooling, and filtration of the barrier fluid is provided by an independent oil circulation system.
- One pressurizing system can be used to serve many seals .
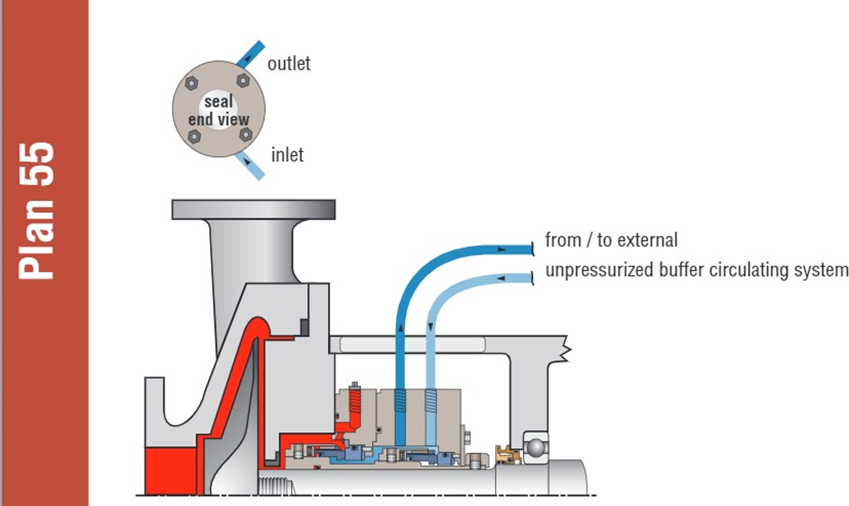
- Unpressurized dual seal system where circulation, cooling, and filtration of the bufferr fluid is provided by an independent oil circulation system.
- One circulating system can be used to serve many seals.
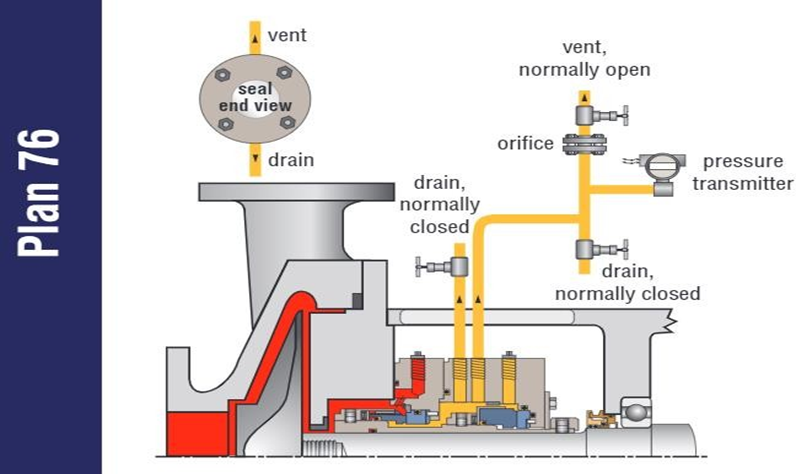
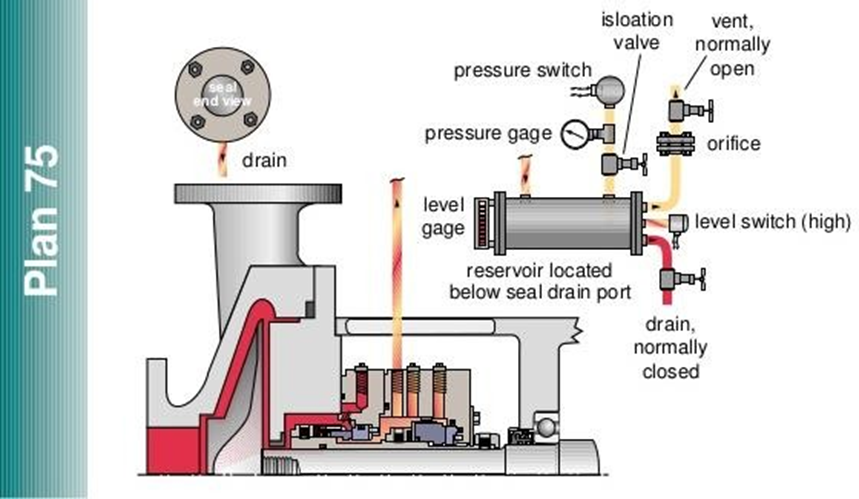
Dual Gas Seals – Plans 72, 74, 75, and 76
Seal faces can be designed to maintain a gas film between them rather than a fluid film. These piping plans are intended to work with theses gas film (dry running) seals. Plan 72 and 74 bring the buffer or barrier gas into the seal; plans 75 and 76 are for the gas exiting the seal.
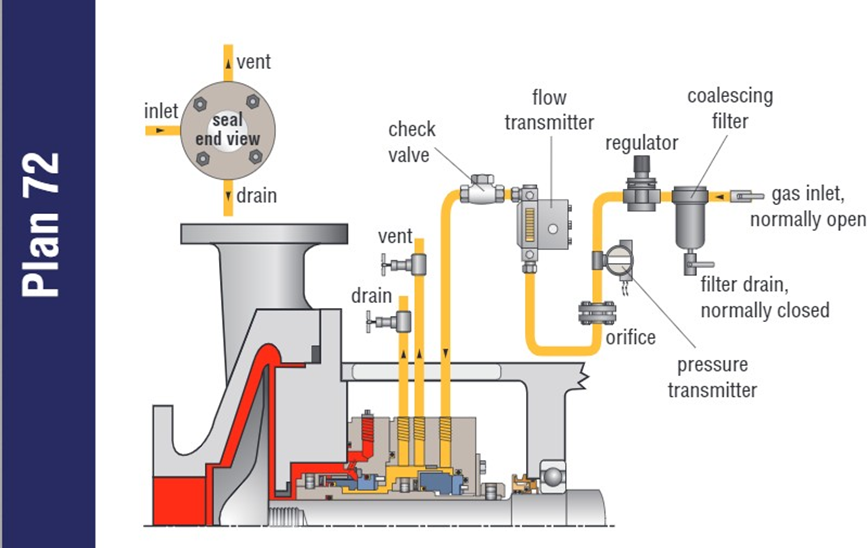
Plan 72 –
Unpressurized gas buffer
- Secondary seal is ordinarily running with a gas film between the faces. When the primary seal fails, the pumped fluid will fill the space between the primary and backup seal. The backup seal is now working as a liquid seal rather than a gas seal and is d esigned to run for about 8 hours, allowing the operators time for an orderly pump shutdown.
- Plan 72 must be used with a Plan 75 or 76 to allow the gas to flow through the seal.
- Plan 72 buffer gas flow keeps the gas in the seal from becoming concentrated from nuisance leakage over time so that any leakage from the gas backup seal is mostly inert flush gas and not toxic pump vapors.
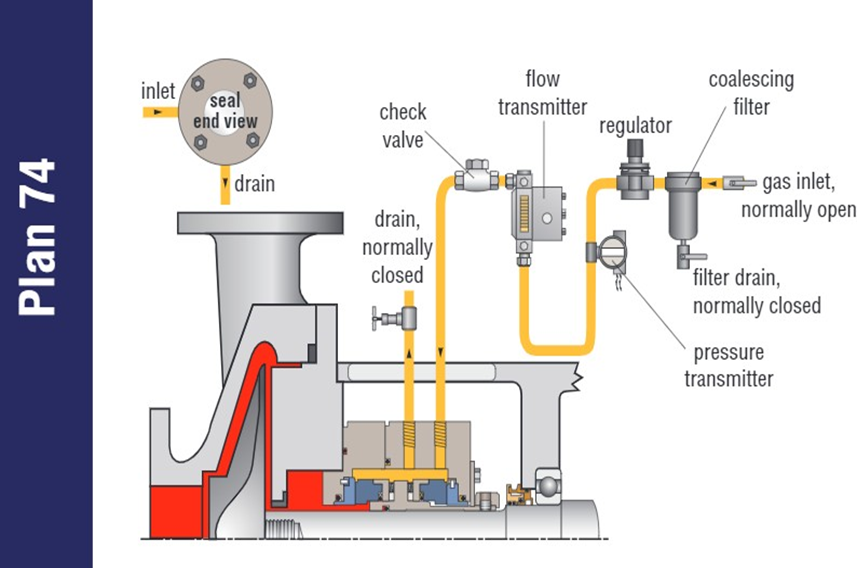
Plan 74 –
Pressurized gas barrier
- Both primary and backup seal are dry running gas seal designs.
- Inert flush gas will pass through primary seal into pumped fluid. Must be compatible.
- No Plan 75 or 76 required to carry gas away.
- Directs unpressurized gas exiting a seal into a collection chamber for fluid capture.
- Nuisance level of flashing fluids are routed through an orifice to a flare or vapor recovery system. Excessive leakage of flashed vapors create backpressure against orifice which can be picked up with a pressure switch or transmitter.
- Non-flashing fluids are collected in tank with a level switch alarm.
Plan 76 –
- Like Plan 75, but without fluids collection tank. For use where fluids flash completely.