After more than ten years of development, the manufacturing method for duplex stainless steel pipes has gradually matured, bringing the material from high-end to everyday uses. Given the relative cost, an increasing number of clients are opting for duplex steel over standard austenitic stainless steel, particularly in seawater desalination and offshore engineering. However, as compared to 304L, 316L, and other austenitic stainless steel pipes, duplex steel pipes remain significantly more expensive, owing primarily to their processing technology.
Cold Forming for Duplex Pipe
Duplex stainless steels are easily formable in a variety of techniques. Our duplex steel pipes are normally cold-worked, either cold rolled or cold drawn. Hot-forming is also an option for big diameter duplex steel pipes. During cold working, a primary worry is the high strength of duplex stainless steel and the power of forming machinery. Our seamless duplex 2205 pipe has an outer diameter of 24″ (DN600) for conventional wall thickness, while the super duplex 2507 pipe has an outer diameter of 16″ (DN400).
According to a conventional estimate, the forming force for duplex stainless steel pipe is nearly double that of 300 series austenitic stainless steel pipe of equal thickness. Figure 01 shows a comparison of the minimal external force necessary for plastic deformation of numerous stainless steels during the bending process.
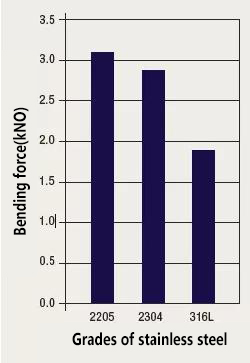
(specimen: 50mm, thickness 2mm)
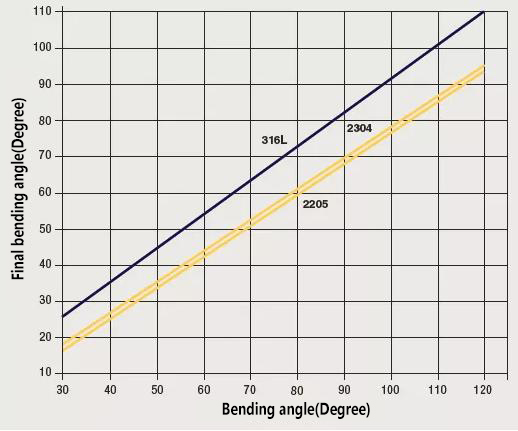
In addition to the high initial external force required for bending, duplex stainless steel tubing exhibits significant work hardening during deformation. When establishing the maximum thickness of material that may be created on the equipment, it is important to account the quick rise in strength during deformation. Even if the equipment is powerful enough, there must be a buffer for the increased rebound induced by the high strength of duplex stainless steel (see Figure 02).
Duplex stainless steels have lesser ductility than austenitic stainless steels. Most technical specifications specify a minimum elongation of 15%-30% for duplex stainless steels and 40% for austenitic stainless steel. Although the real elongation may be greater, the relationship between the lowest values is reasonable and can be used as a reference for cold working activities.
Duplex stainless steels have a wider bending radius than austenitic stainless steels, and due to their lesser ductility, intermediate annealing is required in harsh or complex shaping. During the fabrication of seamless duplex pipe, a corresponding heat treatment is required for each cold forming step of duplex steel pipes. It significantly raises the manufacturing costs of duplex steel pipes.
Heat Treatment of Duplex Pipe
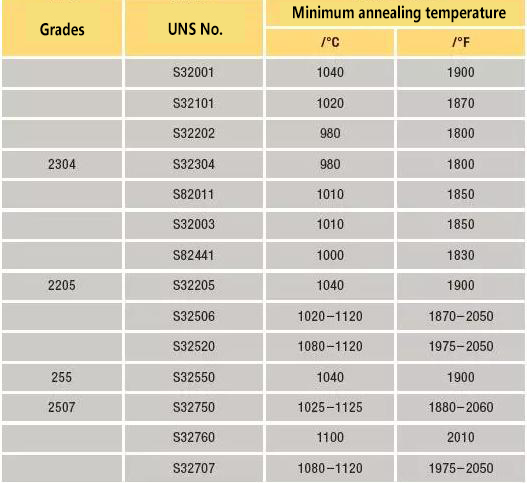
After cold forming, the pipe must undergo thorough solution annealing before being rapidly quenched to fully restore mechanical characteristics and corrosion resistance. The duplex pipe should be heated beyond the minimum solution annealing temperature and held there for a long enough time to thoroughly dissolve the intermetallic phase. A more conservative rule is that the holding period should be equivalent to the total time the workpiece spent in the 650-980 ° C (1200-1800 ° F) range following the prior thorough annealing. The pipe should be quenched with water at the solution treatment temperature. Table 1 highlights the minimum solution annealing temperatures for duplex stainless steel pipes.